
RTP Equipo 10 Stella Ignis ENMICE 2025
Arturo Gallardo Sanders, Santiago García Rodríguez, et al.
Cohetería UP – Stella Ignis (Universidad Panamericana, Augusto Rodin 498, Insurgentes Mixcoac, Benito Juárez, 03920 Ciudad de México, CDMX, arturog.sanders@gmail.com y sagro030814@gmail.com)
Resumen—Este documento detalla el diseño, manufactura y validación del cohete experimental FAUZTUS, desarrollado por el equipo Stella Ignis para la competencia ENMICE 2025. El proyecto siguió una metodología de doce etapas, integrando un diseño aerodinámico con ojiva elíptica, aletas trapezoidales de nylacero y un fuselaje de PVC. La propulsión utilizó un motor sólido KNSB de clase K, diseñado y simulado con OpenMotor. Un sistema de aviónica basado en el microcontrolador ESP32-S3 gestionó la telemetría y un sistema de recuperación electromecánico no pirotécnico. La manufactura combinó fresado CNC, impresión 3D y torneado. El lanzamiento de prueba validó la estabilidad y desempeño de vuelo del cohete, cumpliendo con los objetivos de ingeniería a pesar de una falla en la recuperación que impidió la recuperación de datos.
Abstract—This report details the design, manufacturing, and validation of the experimental rocket FAUZTUS. The project integrated an aerodynamic design with an elliptical nose cone and trapezoidal fins, a robust electromechanical recovery system based on springs, and a custom-built solid KNSB propellant motor of K-class. The avionics, centered on an ESP32-S3 microcontroller, managed real-time flight data processing and telemetry. The vehicle was constructed using a combination of CNC milling, 3D printing, and manual machining. The key result was the successful launch, which validated the rocket’s in-flight stability and performance, demonstrating the design’s overall functionality and reliability. Although the recovery system failed, preventing data retrieval, the project successfully completed a full development cycle, from theoretical conception to the execution of an actual flight, confirming the team’s engineering capabilities.
- Introducción
El presente documento constituye la memoria técnica del proyecto desarrollado por el equipo Stella Ignis para el cohete FAUZTUS, preparado para su participación en la competencia ENMICE 2025. En este resumen técnico se presenta de manera integral el proceso de diseño, desarrollo e implementación del vehículo, abarcando los principales apartados de ingeniería que lo conforman: la concepción estructural del cohete, el sistema de propulsión, el mecanismo de recuperación y la aviónica; así como la metodología de trabajo empleada durante el ciclo de desarrollo. Este resumen busca no solo exponer los resultados alcanzados, sino también reflejar la rigurosidad técnica, el espíritu colaborativo y el compromiso con la innovación que caracterizan al equipo en su objetivo de contribuir al avance de la ingeniería aeroespacial.
II. Proceso de Ingeniería
Con el fin de garantizar un desarrollo ordenado, trazable y técnicamente sólido del cohete FAUZTUS, el equipo adoptó una metodología de diseño estructurada en doce etapas, cada una acompañada de revisiones de diseño internas para validar el avance. A continuación, se describen las fases ejecutadas:
1. Definición de Requerimientos:
Se establecieron los objetivos de misión, conforme a las restricciones impuestas por la competencia ENMICE 2025 y las condiciones de seguridad y confiabilidad. Esto incluyó parámetros de apogeo máximo, masa de carga útil, sistema de recuperación, aviónica para registro de telemetría y uso de motor de desarrollo propio dentro de los márgenes normativos.
2. Conceptualización de Diseño:
Se evaluaron configuraciones posibles del cohete (diámetro, longitud, número de etapas de recuperación, emplazamiento de aviónica) mediante diagramas iniciales y cálculos preliminares de estabilidad (relación CP–CG), además de iteraciones de diseño en OpenRocket.
3. Diseño en OpenRocket:
Con el concepto preliminar se desarrolló un modelo digital del cohete en OpenRocket. Se incorporaron dimensiones reales, materiales propuestos según la disponibilidad en el mercado, ubicación de masas y configuración de aletas. Esto permitió obtener un diseño inicial prometedor como se muestra en la figura 1.
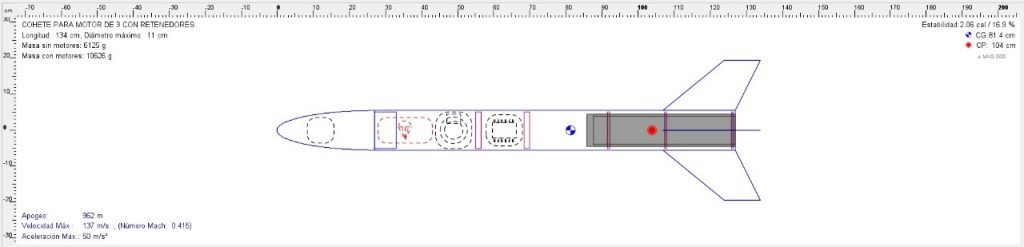
Fig. 1 Diseño Preliminar del cohete FAUZTUS en programa OpenRocket
4. Simulaciones de vuelo en OpenRocket
Se realizaron simulaciones de trayectorias considerando diferentes condiciones de viento, variaciones de masa y performance del motor estimado. Según los resultados obtenidos, se hicieron modificaciones al diseño y al motor utilizado de la galería de OpenRocket, para lograr el apogeo determinado en los requerimientos.
5. Modelado 3D
Se generaron modelos tridimensionales de los componentes en software CAD utilizando SOLIDWORKS y Onshape, según el diseño que se definió en OpenRocket. En esta fase se verificó que los componentes pudieran ser ensamblados correctamente y no existieran elementos que generen interferencias. Para el motor se dejó un espacio definido según el diseño de OpenRocket, ya que posteriormente se diseñaría el motor y se harían modificaciones según las necesidades.
Revisión Preliminar de Diseño (PDR)
Esta revisión se realizó antes de continuar con el desarrollo de los demás componentes del motor.
Se consolidaron los resultados anteriores y se evaluó el cumplimiento de requerimientos. Se aprobaron modificaciones menores y se validó la factibilidad de pasar a fases de desarrollo de subsistemas críticos.
6. Diseño, pruebas y creación del motor
El motor del FAUZTUS se diseñó y desarrolló de manera independiente, siguiendo un proceso interno específico en el área de propulsión, consúltese V. Propulsión.
El motor es el alma del cohete, por lo que después de tener el diseño preliminar del cohete, adaptamos el motor al que se utilizó del catálogo de OpenRocket para alcanzar el objetivo de la misión. Se realizó de esta manera debido a que cambiar el motor afecta completamente al diseño del cohete casi en su totalidad y de esta manera ya teníamos una referencia del comportamiento que debía tener el motor. Todo este desarrollo se realizó utilizando el blog de Richard Nakka Ref.[1] y el software de OpenMotor.
7. Verificación de Compatibilidad
Se verificó que el motor diseñado fuera compatible con el diseño del cohete en el simulador OpenRocket y se hicieron los cambios necesarios para que se siguiera cumpliendo con los requerimientos definidos.
8. Creación del sistema de recuperación
Una vez que se verificó que el diseño del cohete y el motor eran compatibles, se inició el desarrollo del sistema de recuperación. La creación de este sistema tuvo su propio diseño, consúltese VII. Sistema de Recuperación.
El sistema de eyección se hizo por medio de un sistema electromecánico a base de resortes y un actuador de un servomotor.
9. Sistema de Aviónica
Se desarrolló un módulo de aviónica, encargado de la adquisición de datos de vuelo (altitud, aceleración, velocidad angular y ubicación). Controlado por medio de un microcontrolador que sea capaz de comunicarse a distancia y de accionar el sistema de eyección cuando llegue al apogeo.
Revisión Crítica de Diseño (CDR)
Se revisaron de forma integral todos los subsistemas, verificando la integración entre motor, estructura, aviónica y recuperación, y que existieran todas las consideraciones de manufactura necesarias para continuar con el proceso. Se documentaron riesgos y planes de mitigación, quedando el cohete autorizado para pasar a manufactura.
10. Procesos de Manufactura
Se inició el proceso interno de manufactura de todos los componentes, ya que se había validado en la revisión crítica de diseño para poder continuar.
11. Ensamble del Cohete
Se integraron todos los subsistemas en el ensamblaje final del FAUZTUS. Posteriormente se llevó a cabo una revisión de alistamiento, verificando checklist de seguridad, continuidad de cableado, fijaciones mecánicas y funcionalidad de los sistemas de recuperación y aviónica.
Revisión de alistamiento para vuelo (FRR)
Antes de realizar la prueba de vuelo del cohete, se le realizó una revisión de alistamiento para vuelo en donde se verificó que cada uno de los componentes funcionara de acuerdo a los requerimientos que se definieron al inicio del proceso.
12. Pruebas de Vuelo
Se realizó una prueba de vuelo del cohete el 6 de septiembre de 2025 donde hubo una falla en la apertura del paracaídas y en el registro de los datos de vuelo; los datos no pudieron ser recuperados ya que el cohete se desintegró en el impacto, dejando pocas partes reutilizables. Sin embargo, en esta prueba se verificó que la estabilidad del cohete era correcta y volaba como se esperaba.

Fig. 2 Primer Lanzamiento de FAUZTUS Rocket en Pachuca Hidalgo
Este proceso integral permitió desarrollar el cohete FAUZTUS siguiendo un enfoque iterativo, garantizando que cada fase fuese validada antes de avanzar.
Para conocer a detalle el lanzador y lo sucedido en el lanzamiento, consultar en el Apéndice B el documento “Documentación Banco de Pruebas y Lanzamiento”
Para conocer a detalle el CONOPS consultar en el Apéndice H.
III. Ingeniería de Sistemas
A continuación se explica la misión, objetivos y requerimientos definidos para la creación del cohete FAUZTUS, esto ayudó a la integración de los diferentes sistemas:
Misión:
Alcanzar un apogeo de 1,000 metros de manera controlada y recuperable con el cohete FAUZTUS del equipo Stella Ignis, empleando un motor con combustible sólido, demostrando diseño estructural, telemetría y recuperación fiables dentro de las reglas de la competencia ENMICE.
Objetivos:
- Elevar el cohete FAUZTUS hasta una altitud objetivo de 1,000 m sobre el punto de lanzamiento, con tolerancia según la reglamentación ENMICE y cargando una carga útil de 1000 g.
- Garantizar la integridad del vehículo y la recuperación segura mediante un sistema de recuperación redundante (paracaídas primario y secundario) y separación de etapas/compartimentos diseñada para minimizar daños.
- Utilizar un motor de combustible sólido homologado por la competencia, optimizando el empuje y la masa para cumplir los perfiles de vuelo previstos.
- Registrar y transmitir telemetría clave (altitud y posición) durante todo el vuelo para verificación y análisis post-vuelo.
- Cumplir todos los requisitos de seguridad y normativas de ENMICE, incluyendo verificaciones pre-lanzamiento, plano de recuperación y medidas para minimizar el riesgo a terceros y al medio ambiente.
Requerimientos generales:
- El cohete debe alcanzar un apogeo de 1000m con una tolerancia de +/- 10%
- El cohete debe ser capaz de guardar los datos de la altura alcanzada a través del vuelo, y estos datos deben ser recuperados en tierra.
- El diseño del cohete debe contar con un coeficiente de estabilidad entre 1 y 2.
- El cohete debe cargar una carga útil que tenga una masa mínima de 1000g.
- El sistema de recuperación del cohete debe funcionar sin utilizar cargas pirotécnicas, explosivos, entre otros.
- El sistema de recuperación debe asegurar que el cohete regrese completo a tierra.
IV. Diseño de Vehículo Lanzador:
A continuación se explican los diferentes métodos de diseño utilizados para el cohete.
OpenRocket:
Para el diseño del cohete FAUZTUS inicialmente utilizamos el programa OpenRocket para modelar la estructura general del cohete y poder calcular la estabilidad del mismo. Además, en este programa realizamos diferentes simulaciones.
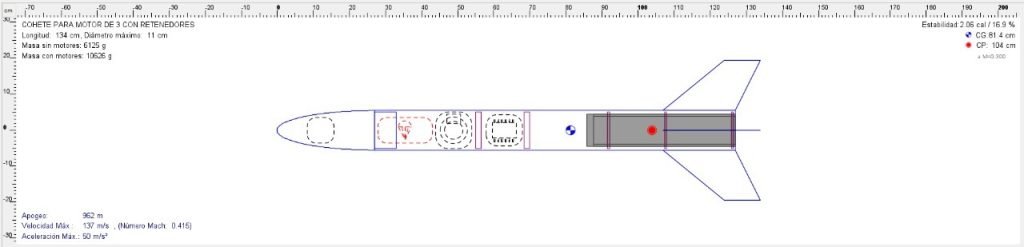
Fig. 3 Diseño de Cohete en OpenRocket
En este programa logramos calcular una estabilidad para el cohete de aproximadamente 2.06 cal, lo cual está dentro del rango establecido por los requerimientos, ya que en la vida real no iba a ser exactamente ese valor y era más probable que disminuyera.
Para las simulaciones realizadas en el programa, importamos el motor que se diseñó en el área de propulsión utilizando el programa OpenMotor, para poder simular de la forma más real posible el comportamiento del cohete durante el vuelo. Tras varias simulaciones pudimos observar que el cohete efectivamente conseguía la altitud de 1000 m.
Podemos observar en la Fig. 4 que el cohete alcanza un apogeo de aproximadamente 960 m, lo cual está dentro del rango establecido en los requerimientos. Además, observamos que el cohete alcanza una velocidad máxima alrededor de 135 m/s.
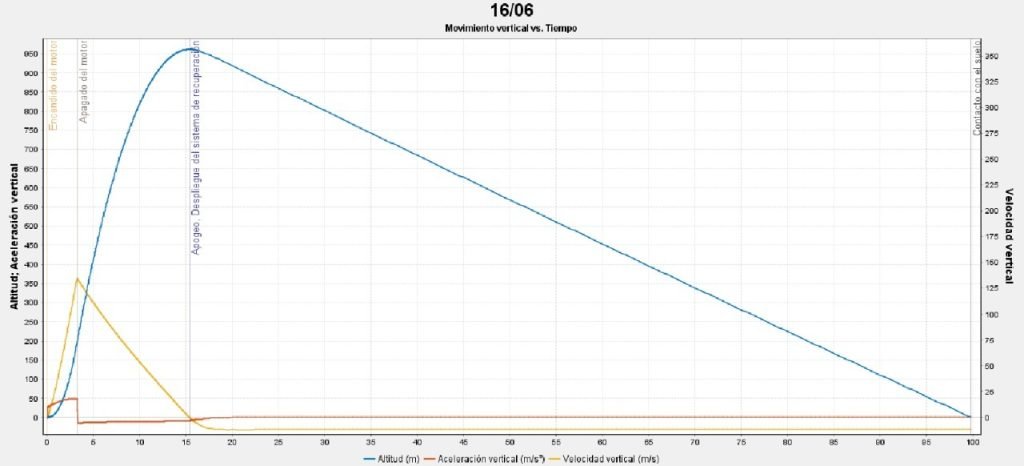
Fig. 4 Simulación de vuelo del cohete en OpenRocket
Diseño de Componentes:
A continuación se describe cada uno de los componentes del cohete justificando su diseño y materiales seleccionados.
Ojiva:
La ojiva se diseñó con un perfil elíptico definido por la ecuación 1:
y(x)=R1-x2L2 (1)
Además de sus funciones aerodinámicas, la ojiva se diseñó para actuar como bahía de carga útil del cohete. En su interior se aloja la carga inerte, la cual estará formada por 1 kg de plastilina. La capacidad interior de la ojiva también permite albergar parte del sistema de recuperación, en nuestro caso, parte del paracaídas.
La ojiva fue fabricada por medio de impresión 3D debido a su forma complicada. Para aumentar la resistencia del material, la cara exterior de la ojiva se recubrió con una resina para hacer más liso su acabado.
Fuselaje:
Para el fuselaje se tomó en cuenta la disponibilidad del mercado. En este caso lo que encontramos que más se adecuaba a lo que necesitábamos fue el tubo de PVC de 4”.
Aletas:
En este proyecto se diseñaron aletas trapezoidales con un sistema de acople innovador tipo “L” a anillos internos, fabricadas en nylacero mediante maquinado CNC y con la proyección de recubrirlas con fibra de vidrio y resina epóxica, lo cual finalmente no fue necesario.
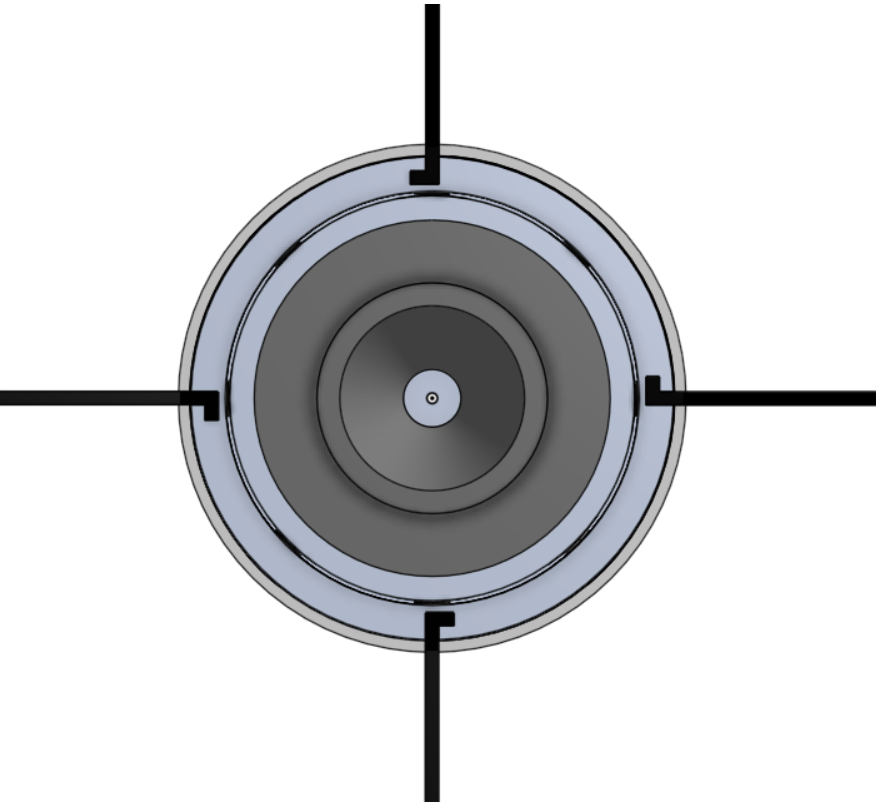
Fig. 5 Visualización de Ensamblaje de aletas con anillos
El material elegido es nylacero, una poliamida de ingeniería (PA6 reforzada), con propiedades superiores frente a plásticos convencionales. El sistema de fijación consiste en una ranura tipo “L”, en la raíz de cada aleta, la cual se inserta en ranuras de anillos internos dentro del tubo. En el diseño incluímos dos anillos que se acoplan con las aletas y el motor.
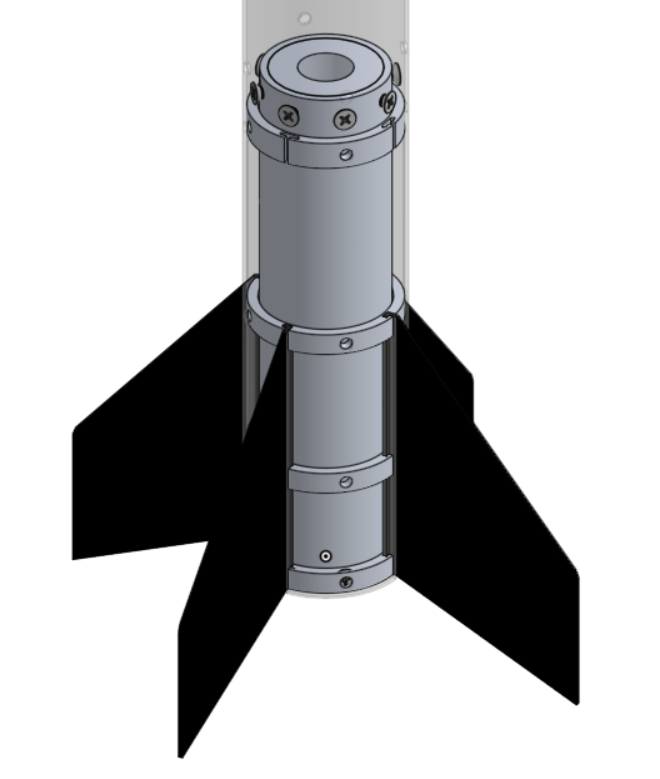
Fig. 6 Visualización de ensamblaje de aletas con motor y dentro de fuselaje
Anillos de retención del motor:
Estos anillos nos permiten fijar las aletas mediante el sistema tipo “L” y al mismo tiempo sostener el tubo del motor en su interior. Este sistema asegura tanto la alineación precisa de las aletas como la integración del motor, distribuyendo las cargas de manera uniforme en el fuselaje.
Los anillos fueron diseñados para acoplarse dentro del tubo de PVC de 4 pulgadas de diámetro nominal, fabricados en aleación de aluminio 6061-T6, seleccionada por su ligereza, resistencia mecánica y excelente maquinabilidad. Estas ranuras reciben la lengüeta tipo “L” de cada aleta, garantizando su correcto alineamiento y evitando desplazamientos radiales o axiales durante el vuelo.
Para asegurar tanto la fijación de las aletas como el centrado del motor, se dispusieron tres anillos internos:
- Dos anillos principales: en contacto directo con las aletas, ubicados a lo largo del fuselaje. Estos reciben los esfuerzos aerodinámicos y transmiten la carga al tubo de PVC.
- Un anillo adicional de centrado del motor: colocado en el interior, cuya única función es alinear el tubo del motor respecto al eje central del cohete.
Cada anillo se encuentra atornillado al fuselaje, lo cual aumenta la rigidez estructural y evita desplazamientos durante el lanzamiento y el vuelo. Esta fijación mecánica complementa el sistema de encastre tipo “L”, brindando redundancia y seguridad adicionales.
De esta manera, se asegura de que el motor quede coaxial con el fuselaje, evitando vibraciones y pérdidas de estabilidad.
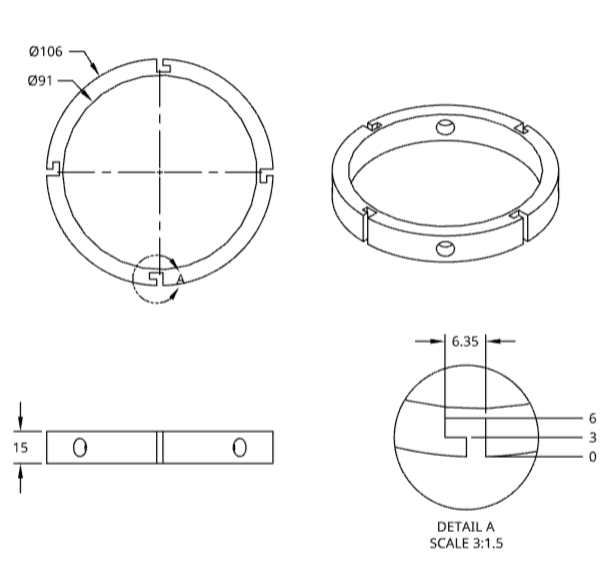
Fig. 7 Planos de anillos de retención del motor
Compuerta de aviónica:
Para garantizar la posibilidad de ajustes y mantenimiento en el sistema electrónico del cohete, se incorporó una compuerta de acceso en el fuselaje. Esta apertura permite realizar modificaciones, revisiones o sustituciones en la computadora de vuelo sin necesidad de desensamblar toda la estructura. La compuerta se ubica aproximadamente a 55 cm de la base del cohete hacia arriba, en una zona cercana al centro de gravedad donde la interferencia aerodinámica es mínima.
Computadora de vuelo:
Se diseñó una estructura modular que asegura la rigidez necesaria y al mismo tiempo permite el acceso a los componentes electrónicos.Este subensamblaje permite asegurar cada componente en un espacio definido, minimizando el riesgo de desconexiones o fallas por vibración.
Ensamble y explosionado:
El cohete está dividido en 4 secciones delimitadas por 3 redondos de aluminio 6061. Las secciones son: recuperación, aviónica, vacío, propulsión, respectivamente de arriba hacia abajo del cohete.
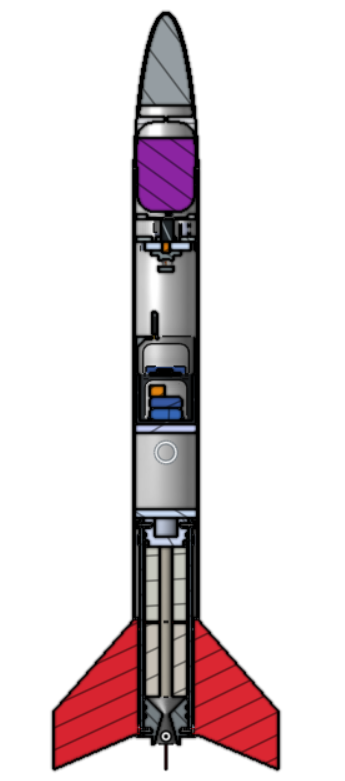
Fig. 8 Vista de sección del ensamble completo del cohete
Estos redondos nos sirvieron para lograr sostener los diferentes subensamblajes que contiene el cohete, en especial para soportar la fuerza generada por el motor y transferirla a todo el cohete para el vuelo. Estos redondos se atornillan al fuselaje utilizando tornillos de acero de ¼”.
V. Propulsión
El sistema de propulsión, es el alma del cohete, todos los demás subsistemas dependen de este sistema para definirlos. Por esto mismo, después de tener un diseño preliminar del cohete en OpenRocket, comenzamos a desarrollar nuestro motor. A continuación se explica el desarrollo del motor:
Proceso Utilizado:
Para estructurar el proceso de diseño, representamos la metodología que seguimos basada en un diagrama de flujo para el desarrollo de motores de cohetes, representado en la figura 9.
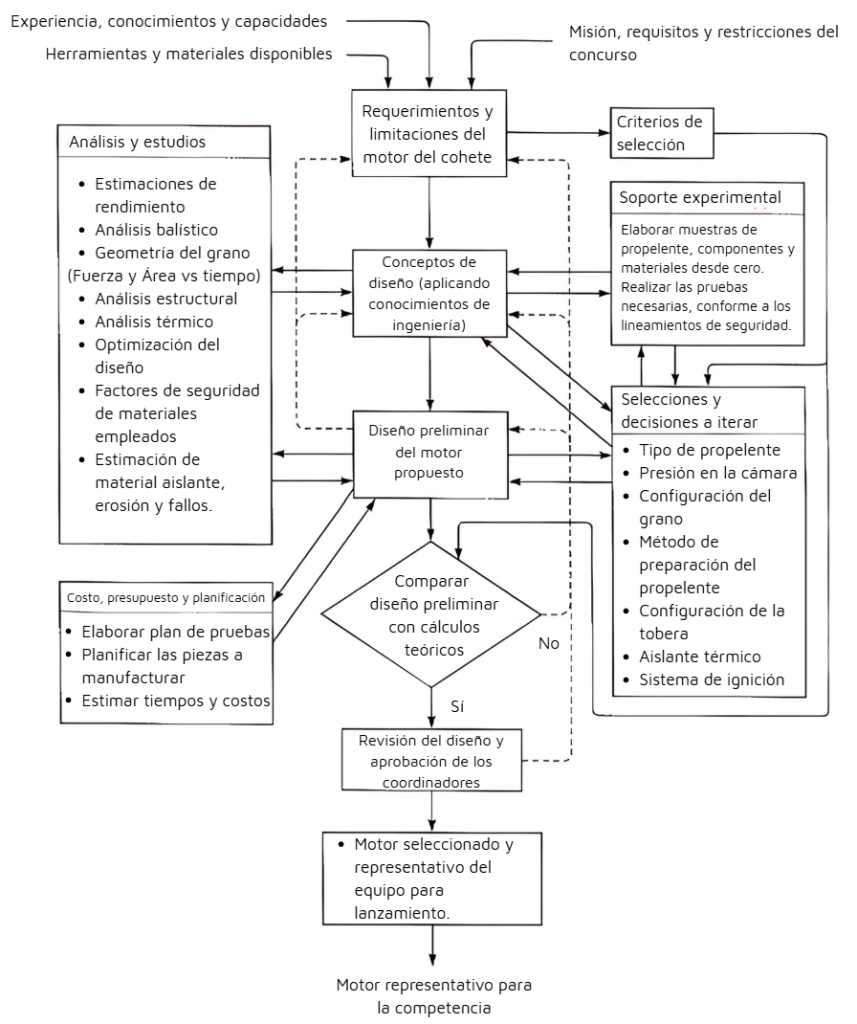
Fig. 9 Diagrama de Proceso utilizado para creación del Motor
Requerimientos:
El primer paso consistió en definir los requerimientos y limitaciones fundamentales del proyecto, siendo los siguientes:
- Dimensiones físicas: El motor no debía exceder un diámetro de 4 pulgadas, debido a restricciones impuestas por nuestras capacidades de manufactura y diseño.
- Capacidad de elevación: El motor debía ser capaz de propulsar un vehículo de aproximadamente 10 kg a una altitud de 1000 metros.
- Presión máxima: la presión en la cámara de combustión no debía superar los 1000 psi.
Elección de composición del propelente:
La selección del propelente KNSB (Nitrato de Potasio y Sorbitol) para esta misión se basó en una investigación exhaustiva sobre diferentes opciones de propelentes utilizados comúnmente en motores de cohetes experimentales que buscan alcanzar altitudes cercanas a 1 km. El proceso de selección comenzó evaluando el desempeño y las características de estos propelentes (KNSU, KNDX, KNER, etc.) a través de simulaciones en ProPep. A través de estas simulaciones, se obtuvieron datos críticos como la presión de la cámara, la velocidad de quemado y el rendimiento energético de cada uno de estos compuestos, comparando los resultados con los requerimientos del motor de clase K diseñado para alcanzar aproximadamente 1 km de altitud. Los resultados fueron los siguientes:
Fig.10 Simulación de propelente en ProPep
Inicialmente, decidimos utilizar la composición establecida previamente por Richard Nakka Ref.[1], es decir, 65% de nitrato de potasio y 35% de sorbitol, y optamos por no utilizar ningún catalizador en esta fase del proyecto, ya que nuestro objetivo es primero probar el motor con un combustible estándar para evaluar su rendimiento.
Una vez seleccionado el combustible KNSB, se procedió a determinar la forma del grano. Para esta decisión, se optó por la geometría BATES, ya que era una configuración con la que habíamos trabajado previamente y habíamos obtenido buenos resultados.
OpenMotor:
Los parámetros que fueron considerados para el diseño de nuestro motor, mediante el uso de simulación en OpenMotor, fueron principalmente la maximización de eficiencia, la adaptabilidad para poder facilitar nuestras iteraciones y buscar la optimización de nuestros subsistemas clave, como lo son el propelente y la tobera.
La tobera fue seleccionada y dimensionada con precisión para asegurar la expansión supersónica óptima de los gases de combustión, siendo una referencia crítica para convertir la energía térmica y presión ejercida por el propelente en empuje efectivo. Su geometría fue esquematizada para buscar la relación de expansión necesaria y minimizar elementos adversos respecto a la presión que pudieran comprometer la estabilidad del motor. Tal como se ha estudiado en termodinámica y en el curso de caracterización del propelente que tomamos en ENMICE, se utilizó una tobera convergente-divergente para garantizar que el flujo de gases alcance la velocidad sónica en la garganta y se acelere a la velocidad deseada en la sección divergente, optimizando así la presión de salida y el coeficiente de empuje.

Fig.11 Simulación en OpenMotor para motor Jack-Jack V
Simulaciones estructurales y Factor de Seguridad:
Fig. 12 Esfuerzos de von mises en el tubo externo del motor
Para validar el desempeño estructural y térmico del tubo principal del motor FAUZTUS, se seleccionó el aluminio 6063 tras un análisis riguroso basado en datos certificados de la base de materiales MatWeb y estándares aeroespaciales ASM Aerospace.
Para los cálculos del factor de seguridad, analizando el tubo y los tornillos utilizados, se obtuvieron los siguientes resultados:
TABLE I
Cálculo de Factores de Seguridad para el Motor
| Factor de seguridad tornillos | ||
| FOS Shear | 4.838 | |
| FOS Tear-out | 32.498 | |
| FOS Tensile | 16.213 | |
| FOS Bearing | 4.935 | |
| Cálculos FOS Tubo de Motor | ||
| Esfuerzo | ||
| Esfuerzo Longitudinal | 3224.857 | psi |
| 22.234 | MPa | |
| Esfuerzo Axial | 1499.558 | psi |
| 10.339 | MPa | |
| Esfuerzo Von Mises | 2795.088 | psi |
| 19.271 | MPa | |
| Factor de seguridad | ||
| FOS Longitudinal | 10.853 | |
| FOS Axial | 23.340 | |
| FOS Von Mises | 25.043 | |
Nos aseguramos de que todos los factores de seguridad fueran mayores que 3 para tener la suficiente tolerancia como es recomendable.
Ignitor:
Para encender el motor se utilizó un “e-match” y además se añadió una capa de alcohol en gel de una lata para fondue en la parte inferior del grano, para asegurar un encendido exitoso.
Diseño General del Motor:
El motor contiene los siguientes componentes:
- Tubo epóxico de 11” de alto.
- Mamparo original, no sellado con tubo de epóxico pero si con aluminio.
- Tobera con 50° y 15°. Sellada completamente con el motor.
- 12 tornillos de acero inoxidable (distribuidos equitativamente en una fila, 6 en mamparo y 6 en tobera).
- 2 granos de combustible (KNSB).
Fig. 13 Vista de sección transversal del motor Jack-Jack V
Eficiencia del Motor:
En cuanto al rendimiento del propelente, se llevaron a cabo cálculos exhaustivos para asegurar que todas las medidas y parámetros coincidieran con los estándares establecidos en la hoja de cálculo del software SRM. Esto fue esencial para garantizar la consistencia en la potencia del motor y el empuje resultante. Los resultados obtenidos con respecto al rendimiento del propelente debían coincidir en al menos un +/- 2% con los valores predeterminados por el SRM, lo que asegura un margen de error mínimo y una alta confiabilidad en el desempeño.
Fig. 14 Parámetros Obtenidos en el simulador de Richard Nakka
VI. Integración de Sistemas
Requerimientos:
El primer paso consistió en definir los requerimientos y limitaciones fundamentales del proyecto, siendo los siguientes:
- Dimensiones físicas: El módulo de aviónica deberá tener un diámetro de 4” y una longitud de 20 cm.
- Deberá ser capaz de leer la altitud, aceleración, velocidad angular y ubicación con una velocidad de lectura de 100 ms.
- Deberá ser controlada de manera remota por medio de radiofrecuencias.
- Deberá activar el sistema de eyección cuando llegue a 10 metros por debajo del apogeo.
Microcontrolador:
La selección de un microcontrolador como la ESP32-S3 fue elegido porque integra un procesador de hasta 240 MHz con soporte para instrucciones vectoriales (SIMD) y dos núcleos (Dual-Core), lo que le permite ejecutar tareas en tiempo real y manejar sensores de alta tasa de muestreo como IMU, GPS y barómetros sin riesgo de congelarse, dispone de 512 KB de SRAM interna, hasta 8 MB de PSRAM y 8MB de flash, suficiente para almacenar programas complejos y procesar datos de vuelo, su operación a 3.3 V lo hacen ideal para sistemas embebidos como la aviónica de FAUZTUS.
Sensor:
El GY-87 es un módulo de sensores inerciales de 10 grados de libertad que integra acelerómetro, giroscopio, magnetómetro y barómetro, permitiendo medir aceleración, velocidad angular, orientación y altitud en un solo dispositivo. Incluye los chips MPU6050, HMC5883L y BMP180, se comunica vía I2C y tiene un voltaje de operación de 3.3 V.
GPS:
El GPS-NEO6MV2 es un módulo de posicionamiento preciso, rápido y fácil de integrar, capaz de proporcionar latitud, longitud, altitud, velocidad y hora en tiempo real. Es un dispositivo de bajo consumo ya que funciona con 3.3V y cuenta con una antena cerámica integrada, con opción de antena externa, lo que lo hace ideal para el cohete.
Telecomunicación
Para la comunicación a distancia, estaremos utilizando una LoRa sx1278 Ra-02, un módulo de comunicación inalámbrica de largo alcance que utiliza la tecnología LoRa para transmitir datos a varios kilómetros con bajo consumo de energía y alta resistencia a interferencias. Opera en la banda de 433 MHz y funciona a un voltaje de 3.3 V.
Memoria:
A lo largo del vuelo estaremos utilizando la memoria flash del microcontrolador ESP32-S3 que tiene una capacidad de 8MB, aunque habría que restar lo que ocupa el sistema de archivos y el código, tendríamos una memoria funcional de 7,340,000 bytes. Estaremos tomando datos cada .2 [s], y cada muestra almacena 80 [bytes x muestra].
f = 10.2 [s]=5 [muestras/s] (2)
T=7,340,000 [bytes]5 [muestras/s] 80 [bytes x muestra]=18350 [s] (3)
Tendremos un modo de funcionamiento de nuestra memoria flash de 5 horas y 5 minutos aproximadamente por medio de lo que se pudo observar en la ecuación 3.
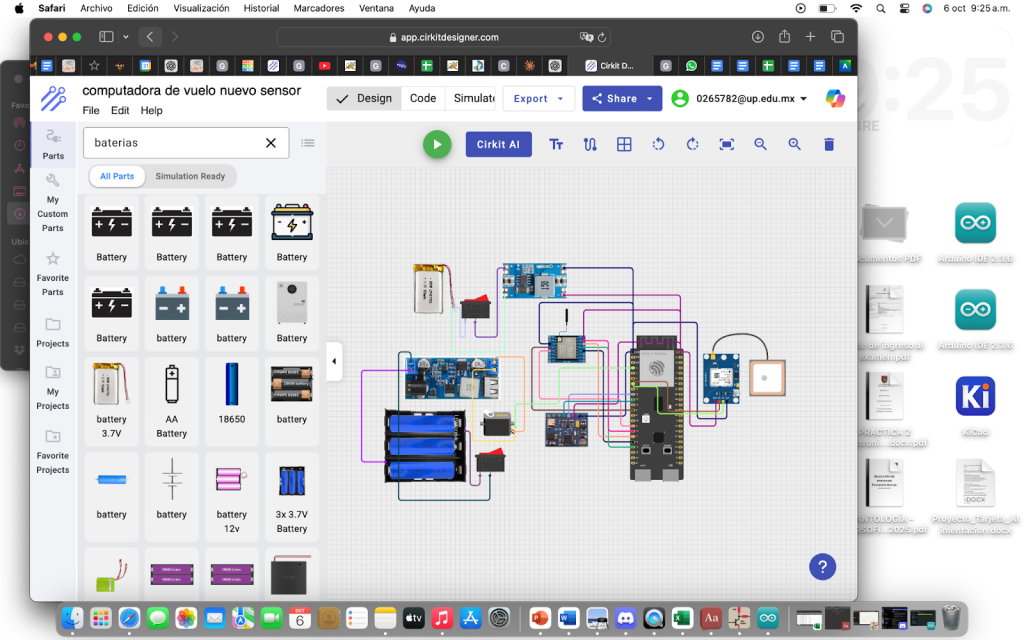
Fig. 14 Diseño del Circuito de la computadora de vuelo
Una vez hecho el diseño en Cirkit Designer IDE, como se puede observar en la Figura 14. Para mayor fiabilidad y estabilidad de la computadora de vuelo, decidimos soldar cada uno de los componentes a una PCB. De esta manera va a hacer posible una conexión segura y confiable.
Alimentación:
Estaremos alimentando nuestra computadora de vuelo con dos diferentes baterías, una LiPo de 3.7V de 2500 mhA que estará alimentando todos los componentes anteriormente mencionados. En la suma de corrientes hecha de los componentes en funcionamiento, estarán consumiendo 424 mA. Por otro lado, estaremos utilizando una batería de LiPo 11.7 V de 2500 mAh que la bajamos a un voltaje de 5V por medio de un buck para alimentar el servomotor que estará haciendo funcionar nuestro sistema de eyección. Su tiempo de funcionamiento es totalmente dependiente de cuántas veces hacemos funcionar el servomotor y si tiene algún tipo de oposición al movimiento el servomotor.
t= 2500 [mAh]424 [mA]= 5.89 [h] (4)
Teniendo en cuenta que las baterías nunca entregan el 100% de su capacidad útil, sino del 80% de su capacidad teórica, estamos estimando un tiempo de funcionamiento de 4.7 hrs.
Ensamble
Decidimos tener un diseño horizontal de la base de aviónica ya que de esta manera podemos tener un fácil manejo una vez que esté dentro del cohete en el caso que se deba hacer una modificación o un cambio de último momento. El diseño del ensamble de la bahía de aviónica se verá como en la figura 15. Este modelo tiene la capacidad de poder tener suficiente separación entre antenas para que no haya ningún tipo de interferencia.
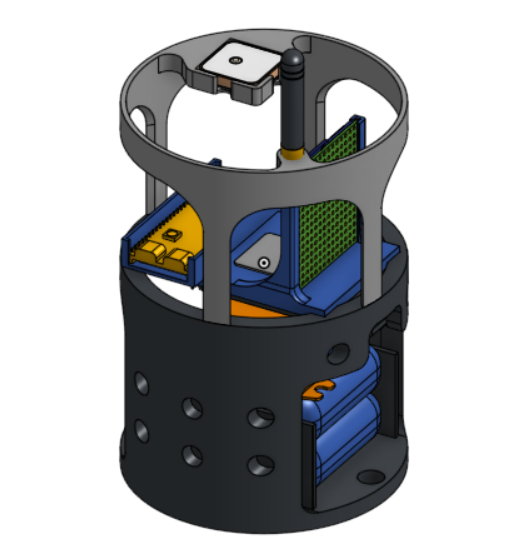
Fig. 15 Diseño de la bahía de aviónica
VII. Sistema de Recuperación
El sistema de recuperación que desarrollamos está dividido en 2 secciones, la primera es la sección del sistema de eyección y la segunda es el sistema de paracaídas. Ambos sistemas juntos son los que conforman el sistema de recuperación y uno no funciona sin el otro.
En resumen, el sistema de recuperación del cohete FAUZTUZ utiliza un sistema de eyección electromecánico a base de resortes, un servomotor y un paracaídas de 2 metros de diámetro utilizando cuerdas de nylon para la sujeción con el cohete.
Sistema de Eyección:
A continuación se explica el sistema de eyección del paracaídas y su funcionamiento.
El sistema de eyección del paracaídas es un sistema electromecánico que funciona a base de resortes y un servomotor. El sistema se mantiene comprimido a lo largo del vuelo y se despliega una vez que el cohete llega al apogeo.
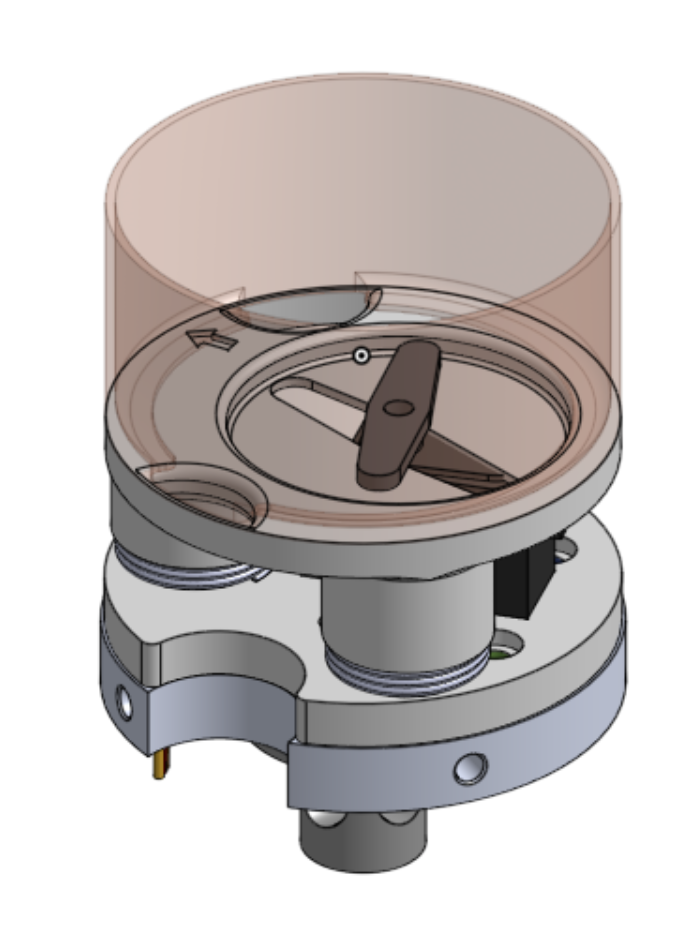
Fig. 16 Sistema de eyección utilizado para el cohete FAUZTUZ
Para mantener fija la posición de los resortes en el sistema de recuperación, utilizamos un sistema con un servo que sostiene la tapa que alinea los resortes, como se puede ver en la Fig. 6.
El sistema de eyección cuenta con un tubo en la parte superior que toca el cuello de la ojiva del cohete para asegurar la separación de la misma; esto lo podemos observar en la Fig. 17.
Fig 17. Contacto del sistema de eyección con la ojiva del cohete
Debajo del sistema de recuperación se encuentra una pieza fabricada con aluminio, la cual se encarga de sostener y mantener amarradas las cuerdas de nylon utilizadas para el paracaídas. Este artefacto lo llamamos el “honguito”, por su figura.
Cálculos de Recuperación:
Iniciamos calculando el radio del paracaídas necesario para bajar a una velocidad terminal máxima de 3 m/s igualando el Drag generado por el paracaídas:
D = P = mg = 10 kg (9.81 m/s2) (5)
D = 1/2 aireV2CD(r2) (6)
Despejando el radio de la Ec. 6, obtenemos la ecuación 7:
r=2PaireV2CD=0.852 m (7)
Al darnos un radio de 0.852 m, decidimos que para dar una tolerancia al sistema de recuperación llevar el radio hasta 1 metro para tener un margen de error.
Posteriormente, calculamos las fuerzas ejercidas por el paracaídas al abrirse a una altitud de entre 10 y 30 metros por debajo del apogeo, teniendo en cuenta que el paracaídas puede tardar un poco de tiempo en abrir. Los cálculos son los siguientes:
Primero debemos realizar el cálculo de la velocidad de caída del cohete a 30 m, como caída libre utilizando la ecuación 8.
Vf2=V02-2axVf2=0-2(9.81 m/s2)(30m) (8)
Obtenemos una velocidad de caída previa a la apertura del paracaídas de: 24.261 m/s. Posteriormente utilizamos esta velocidad para calcular la fuerza ejercida por el paracaídas al momento de la apertura. Se utilizó un coeficiente de drag promedio para paracaídas circulares de CD=0.78. En el Appendix B se pueden observar estas pruebas.
D = 1/2 aireV2CDA (9)
1/2(1.225 kg/m3)(24.261 m/s)(0.78)((1 m)2)=36.41N(10)
VII. Manufactura
El área de manufactura tuvo como principal responsabilidad transformar los planos y modelos del cohete en piezas físicas que cumplieran con las tolerancias dimensionales y las propiedades mecánicas necesarias para garantizar su ensamble y correcto funcionamiento. A continuación se muestran las especificaciones técnicas, procesos aplicados (torneado, fresado CNC, impresión 3D, confección textil), controles dimensionales, incidencias de taller, características de los materiales utilizados (aluminio 6061, PVC, PLA, nylacero, entre otros) y las soluciones implementadas para resolver problemas de maquinado, ajuste y ensamble.
Para mayor referencia, consultar las carpetas referenciadas en el Apéndice F.
Aletas:
Para su fabricación se eligió el uso de fresadora CNC y se trabajó con nylacero, un material plástico de alta resistencia con propiedades semejantes al acero en términos de rigidez, aunque con un comportamiento térmico distinto.
El proceso de manufactura presentó dificultades relevantes: la fresadora CNC utilizada no estaba optimizada para este tipo de material, lo que generó acumulación de calor por fricción. Como consecuencia, las primeras piezas se deforman, afectando tanto la geometría.
TABLE II
Información general : Aletas
| Apartado | Detalle |
| Objetivo | Aportar estabilidad aerodinámica al cohete. |
| Material | Nylacero |
| Procesos empleados | Fresado CNC. |
| Problemas encontrados | Deformación del material por acumulación de calor durante el corte. |
| Soluciones aplicadas | Ajuste de parámetros de corte y repetición de pruebas hasta lograr piezas funcionales. |
Tobera:
Se fabricó a partir de un redondo de aluminio 6061 de 3 ½” de diámetro, material seleccionado por su resistencia al calor y facilidad de maquinado.
El proceso comenzó con corte en sierra cinta, seguido de refrentado y cilindrado en torno manual hasta alcanzar las medidas finales de 3.05” de diámetro y 3.21” de longitud.
El mecanizado de los conos internos requirió el uso de barra de interiores con insertos, aunque surgió una limitación: el tornillo de fijación impedía el acceso en ángulos reducidos. Para solucionarlo, se modificó el tornillo y se optó por un maquinado secuencial, iniciando con el cono de menor grado y finalizando con el mayor. Tras pruebas reiteradas, se estandarizaron los ángulos en 15.5° para salida y 45° para entrada.
TABLE III
Información general : tobera
| Apartado | Detalle |
| Objetivo | Redirigir gases de combustión y generar el impulso del motor. |
| Material | Aluminio 6061. |
| Procesos empleados | Corte, refrentado, cilindrado, mecanizado interior, lijado de acabado. |
| Problemas encontrados | Limitación de la barra de interiores y riesgo de deformación. |
| Soluciones aplicadas | Modificación del tornillo y mecanizado secuencial de conos. |
Mamparo:
Se fabricó también en aluminio 6061, con medidas finales de 3.05” de diámetro y 2” de longitud. El proceso inició de manera similar a la tobera, corte en sierra cinta, refrentado y cilindrado en torno manual, considerando una tolerancia mínima de 0.5” para el chuck. Posteriormente, la pieza fue llevada a fresadora CNC para realizar un cajón interno que redujera peso sin comprometer su resistencia.
Cabe mencionar que el mayor obstáculo fue la programación y operación de la CNC, que requirió apoyo docente especializado para la correcta configuración y calibración de los parámetros de corte.
TABLE IV
Información general : Mamparo
| Apartado | Detalle |
| Objetivo | Contener presión interna y sellar estructuralmente el ensamble. |
| Material | Aluminio 6061. |
| Procesos empleados | Corte, refrentado y cilindrado en torno manual; fresado CNC. |
| Problemas encontrados | Necesidad de conocimientos avanzados en programación CNC |
| Soluciones aplicadas | Apoyo docente en calibración y ajustes de fresado. |
Nota: Para optimizar la manufactura, se cambió el material de redondos de aluminio de 4” a 3.5” para reducir desperdicio y tiempo de mecanizado para la dimensión final de 3”.
Tubo de motor:
Para su fabricación se utilizó aluminio 6063, en un tubo hueco con dimensiones de 3 ½” de diámetro exterior, 3” de diámetro interior y 41 cm de longitud final.
El proceso inició con corte en sierra cinta, seguido de refrentado en torno manual para garantizar la perpendicularidad de las superficies y la exactitud en la longitud especificada.
Luego se procedió al barrenado conjunto con el mamparo y la tobera, asegurando así la alineación entre componentes y permitiendo su fijación con tornillería. Este paso fue crítico para garantizar que las cargas internas del motor se distribuyeran de manera uniforme en todo el ensamble.
TABLE V
Información general : Tubo del Motor
| Apartado | Detalle |
| Objetivo | Contener el propelente y servir de alojamiento a la tobera y el mamparo. |
| Material | Aluminio 6063. |
| Procesos empleados | Corte en sierra cinta, refrentado en torno manual, barrenado y machuelado conjunto. |
| Problemas encontrados | Ninguno significativo, únicamente la necesidad de precisión en barrenado. |
| Soluciones aplicadas | Ensamblaje alineado mediante barrenado conjunto con tobera y mamparo. |
Anillos de motor:
Se trabajó en aluminio 6061, utilizando maquinaria CNC, lo que permitió mantener tolerancias ajustadas y obtener cortes uniformes. El diseño inicial contemplaba un diámetro interno de 3 ½” y un diámetro externo de 3 ¾”; sin embargo, durante la fabricación fue necesario cilindrar los anillos hasta lograr un ajuste exacto en el tubo de PVC que contenía el motor.
El principal reto fue que el ajuste inicial no coincidía con el diámetro real del PVC, lo que obligó a modificar las piezas. Asimismo, durante la fase de sujeción en torno manual se presentaron complicaciones para mantener la alineación y asegurar el anclaje al tubo.
TABLE VI
Información general : Anillos del Motor
| Apartado | Detalle |
| Objetivo | Sujetar el motor dentro del fuselaje, aportar rigidez y fijar las aletas. |
| Material | Aluminio 6061. |
| Procesos empleados | Corte y mecanizado en CNC, cilindrado de ajuste. |
| Problemas encontrados | Diámetro inicial no coincidía con el PVC; dificultades de anclaje en torno manual. |
| Soluciones aplicadas | Cilindrado progresivo hasta lograr inserción precisa y estable. |
Discos de ensamblaje:
Se fabricaron en aluminio 6061, inicialmente mediante corte y posteriormente maquinados de torno manual para garantizar la precisión dimensional, siendo este el mayor reto.
El ensamble al fuselaje se realizó mediante tornillos de ¼” – 18 hilos, lo cual otorgó firmeza y repetibilidad al sistema de unión.
TABLE VII
Información general : Discos de Ensamblaje
| Apartado | Detalle |
| Objetivo | Dar soporte estructural, alinear piezas internas y separar compartimentos. |
| Material | Aluminio 6061. |
| Procesos empleados | Corte, refrentado en torno manual y mecanizado de precisión. |
| Problemas encontrados | Riesgo de desalineación por tolerancias mínimas. |
| Soluciones aplicadas | Ajustes sucesivos y verificación durante el barrenado y el montaje. |
Sistema de recuperación:
La carcasa del sistema se fabricó mediante impresión 3D en PLA y fue diseñada para alojar cuatro resortes encargados de generar la fuerza de expulsión. En la parte inferior se integró un mecanismo de sujeción fabricado en aluminio 6061, obtenido a partir de un redondo de 2” de diámetro. Este fue cilindrado y refrentado hasta alcanzar su geometría final: una base de 2” de altura con reducción a 1” de diámetro en la parte superior (1.181” de altura), y posteriormente barrenado para alojar los puntos de anclaje de las cuerdas.
El principal reto fue equilibrar peso, resistencia y confiabilidad para asegurar un funcionamiento seguro bajo las cargas del despliegue. Se optó por resortes en lugar de mecanismos explosivos debido a las restricciones de seguridad de ENMICE y a la necesidad de un sistema fácilmente replicable.
TABLE VIII
Información general : Sistema de Recuperación
| Apartado | Detalle |
| Objetivo | Permitir la eyección de la ojiva y liberar el paracaídas. |
| Material | Carcasa en PLA (impresión 3D) y mecanismo de sujeción en aluminio 6061. |
| Procesos empleados | Impresión 3D, cilindrado, refrentado y barrenado para fijación de cuerdas. |
| Problemas encontrados | Balance entre ligereza y resistencia; precisión en barrenado de anclajes. |
| Soluciones aplicadas | Diseño híbrido PLA–aluminio y uso de resortes en lugar de cargas explosivas. |
Nota: para asegurar que las cuerdas del sistema de recuperación funcionaran en el momento de apertura del paracaídas, se hizo una prueba de esfuerzos con la Máquina de Ensayo de Tensión presente en la Universidad Panamericana. De esta prueba se obtuvieron los resultados mostrados a continuación.
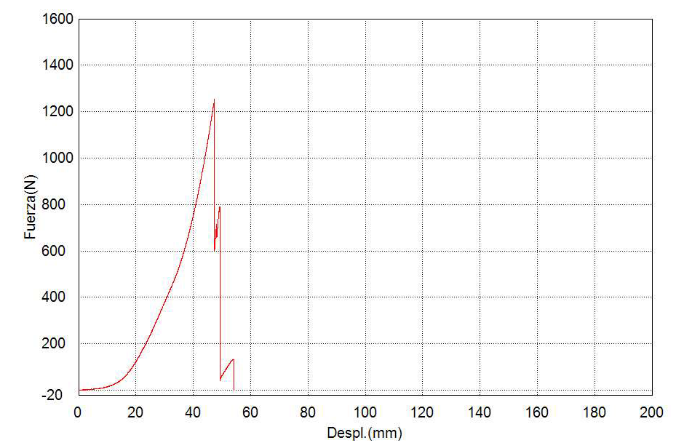
Fig 18 Gráfica de Desplazamiento – Fuerza de las cuerdas
Del gráfico se infiere que una sola cuerda es capaz de resistir una fuerza de aproximadamente 1200 N antes de llegar a su punto de falla. Considerando que se usan 8 cuerdas y, como se muestra en las ecuaciones 3 y 4, la fuerza absorbida por el sistema de recuperación en el momento de la apertura del paracaídas es de 36.41 N, se calcula que hay un factor de seguridad de 263 aproximadamente. Esto significa que el sistema es capaz de soportar las fuerzas ejercidas y más.
FuerzaTotal = 1200N × 8 = 9600N (11)
FoS = 36.14 N9600 N≈ 263.6 (12)
Ojiva y carga útil:
La ojiva fue impresa en 3D con PLA y reforzada con resina, para después ser lijada y obtener una superficie aerodinámica lisa.
Cumple una doble función: estructural, al integrar un nervio interno con una argolla metálica para anclar el paracaídas, y contenedora, al alojar parte del paracaídas y 1 kg de plastilina usada como carga útil por su maleabilidad y peso controlado.
TABLE IX
Tamaño de Letras para el Trabajo
| Apartado | Detalle |
| Objetivo | Asegurar la aerodinámica del cohete, alojar la carga útil y parte del paracaídas. |
| Material | PLA (impresión 3D), recubrimiento en resina, argolla metálica, plastilina (carga útil). |
| Procesos empleados | Impresión 3D, aplicación de resina, lijado, integración de nervio con argolla. |
| Problemas encontrados | Necesidad de reforzar la estructura y diseñar un espacio interno multifuncional. |
| Soluciones aplicadas | Rediseño interno con nervio y argolla; selección de plastilina como carga útil. |
Nota técnica: La decisión de integrar la carga útil en la ojiva optimizó el espacio, pero exige considerar la distribución de masas, pues su posición afecta el centro de gravedad y la estabilidad del vuelo.
Paracaídas:
El paracaídas se confeccionó en tela de nylon ripstop de alta resistencia, seleccionada por su bajo peso y capacidad para evitar desgarres, y se cosió con hilo de nylon del mismo tipo para mantener uniformidad estructural. Con un diámetro de 2 metros, se elaboró a partir de paneles triangulares reforzados con dobladillos cosidos que aportaron rigidez y evitaron el deshilachado. Las cuerdas de nylon se fijaron de forma equidistante con costuras reforzadas y protección de tubo termorretráctil para reducir el desgaste por fricción. El principal problema del proceso fue el dobladillo de los paneles, ya que cualquier error en esta etapa podía generar tensiones desiguales o desgarres durante la apertura.
TABLE X
Información general : Paracaídas
| Apartado | Detalle |
| Objetivo | Reducir la velocidad de descenso del cohete y asegurar un aterrizaje controlado. |
| Material | Tela de nylon ripstop e hilo de nylon. |
| Procesos empleados | Corte de paneles triangulares, dobladillo, costura en máquina, integración de cuerdas. |
| Problemas encontrados | Precisión en el dobladillo y simetría en el ensamblaje de paneles. |
| Soluciones aplicadas | Refuerzo de costuras y distribución equitativa de cuerdas para apertura uniforme. |
Fuselaje:
El fuselaje se construyó en PVC, elegido por ser accesible, ligero y fácil de trabajar manualmente. Se mantuvo el tubo en su longitud original y se realizaron barrenos con taladro y fresa para fijar los discos de ensamblaje y anillos. Durante la manufactura surgieron problemas por la deformación y el movimiento del PVC al perforar, lo que causó desalineaciones entre los agujeros y las piezas. Esto se soluciona mediante ajustes manuales y verificación de alineación antes del montaje final.
TABLE XI
Información general : Fuselaje
| Apartado | Detalle |
| Objetivo | Contener y proteger los sistemas internos del cohete. |
| Material | PVC. |
| Procesos empleados | Barrenado con taladro y fresa. |
| Problemas encontrados | Movimiento y deformación del PVC; desalineación de barrenos. |
| Soluciones aplicadas | Ajustes manuales y verificación de coincidencia antes del montaje. |
Nota: el uso de PVC permitió una solución práctica y de bajo costo, pero introdujo el riesgo de desalineación en el ensamble. Para futuros prototipos se recomienda evaluar materiales con mayor rigidez y estabilidad.
IX. Carga útil
Descripción y justificación
La carga útil consiste en un conjunto de masa inerte de 1 kg, compuesto por plastilina de modelado. Su selección se justifica por los siguientes criterios técnicos.
Función Principal: simular la masa de una carga útil activa para validar el desempeño estructural y aerodinámico del cohete.
Seguridad: es un material inerte, estable y no inflamable, eliminando riesgos durante la manipulación y el vuelo.
Adaptabilidad Geométrica: su maleabilidad permite una perfecta adaptación a la geometría interna de la ojiva, asegurando una distribución de masa uniforme sin generar puntos de estrés.
Integración y Sujeción
La carga útil se encuentra alojada en la sección interna de la ojiva. La sujeción se garantiza mediante adherencia entre el PLA de la ojiva y la plastilina, aprovechando dicha propiedad natural del material.
Este diseño asegura que la posición de la carga útil se mantenga fija durante todas las fases del vuelo, manteniendo el Centro de Gravedad (CG) del vehículo dentro de los márgenes de estabilidad establecidos.
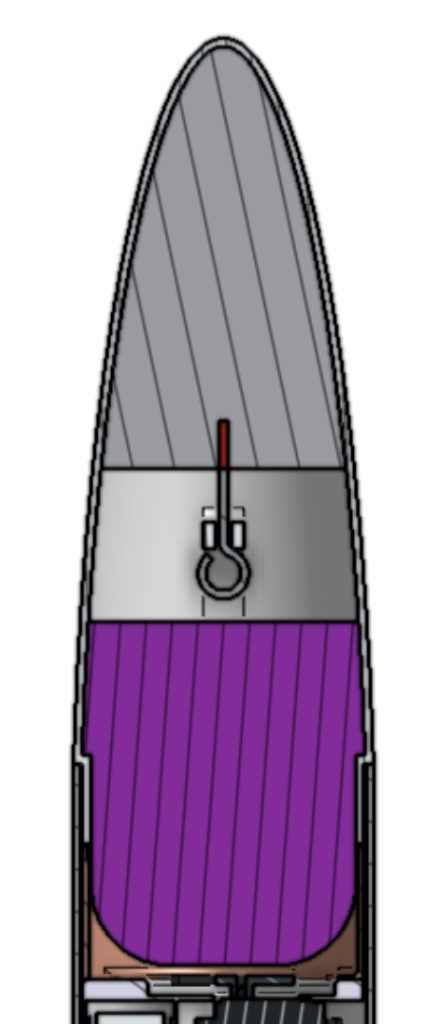
Fig. 19. Vista de sección de la ojiva con sus sistema de sujeción
Análisis de Seguridad
Se confirma que la carga útil es totalmente pasiva y no contiene sistemas electrónicos, químicos o biológicos. El único riesgo potencial, el desprendimiento, ha sido mitigado a través de compresión robusta del material considerando la estructura fuerte de la ojiva.
X. Business Model Canvas
El Business Model Canvas del equipo Stella Ignis y su cohete FAUZTUS se estructura alrededor de la creación de valor educativo y técnico para sus grupos de interés clave, el Comité Evaluador de ENMICE, la Universidad Panamericana, y la comunidad aeroespacial mexicana, mediante una propuesta de valor centrada en el desarrollo integral y la validación práctica de un cohete sonda de clase K, demostrando capacidades técnicas 100% estudiantiles en diseño, manufactura, aviónica y propulsión. La relación se mantiene mediante transparencia técnica, documentación exhaustiva y divulgación activa, utilizando canales como el RTP, el cartel científico, el estand en la competencia y redes sociales. Las fuentes de recursos provienen del apoyo institucional, contribuciones en especie y el esfuerzo voluntario del capital humano, ya que no persigue fines de lucro.
Los recursos clave incluyen al equipo multidisciplinario, el acceso a talleres universitarios y software especializado conseguido por los patrocinadores SIEMENS y Altair que proporcionaron sus programas. Las actividades clave abarcan el diseño iterativo, simulación, manufactura (CNC, impresión 3D), pruebas estáticas y de vuelo, y una rigurosa gestión y documentación del proyecto. Las alianzas clave con la Universidad Panamericana, proveedores locales, SIEMENS, Altair y la red ENMICE son fundamentales para la infraestructura, materiales y conocimiento. Finalmente, la estructura de costos se concentra en costos de cohete y sus componentes, cuotas de inscripción y los costos logísticos operativos asociados a la participación en la competencia, todos financiados a través de apoyo institucional y recursos conseguidos mediante patrocinadores monetarios además de recursos proporcionados por los integrantes del equipo.
Estructura de costos:
- Costo de Cohete: ~$12,000 MXN (Aluminio, electrónica, propelentes, materiales compuestos, etc).
- Costos de Competencia: ~$3,000 MXN (Inscripción a ENMICE).
- Costos Operativos y Logística: ~$150,000 MXN (Viaje, hospedaje y alimentación para el equipo en el campo de lanzamiento; transporte del cohete y equipamiento).
- Costos de Fabricación: En este caso no hubo costos de fabricación debido a que la Universidad Panamericana nos proporciona máquinas y espacio para la fabricación de manera gratuita.
XI.Conclusiones
El desarrollo del cohete FAUZTUS consolidó un año de trabajo en diseño, manufactura, validación y operación dentro del programa Stella Ignis. El proyecto permitió aplicar y reforzar competencias técnicas en ingeniería aeroespacial experimental, enfrentando decisiones de diseño bajo restricciones reales de recursos, tiempo y material. Una lección central fue la necesidad de conocer las limitaciones del mercado: disponibilidad, costo y compatibilidad de componentes así como soluciones influyeron de manera determinante en las decisiones de diseño e integración.
Las restricciones institucionales motivaron adaptaciones y soluciones ingeniosas en diseño y procesos (rediseño para componentes comerciales, optimización de parámetros de manufactura y soluciones híbridas de recuperación), demostrando la viabilidad de alternativas pragmáticas frente a especificaciones ideales. Los resultados experimentales y las fallas detectadas se registraron en protocolos y manuales técnicos que aseguran la transferencia de conocimiento al equipo y a futuras iteraciones. FAUZTUS representa así una contribución técnica relevante a la cohetería universitaria en México y a la formación práctica de sus participantes.
Referencias:
- Nakka, R. “Experimental Rocketry Web Site,” 1999. Consultado: [Fecha de acceso]. Disponible: https://www.nakka-rocketry.net/
- OpenRocket. “OpenRocket: SourceForge Project,” 2023. Consultado: [Fecha de acceso]. Disponible: https://openrocket.sourceforge.net/
- S. D. Nakka. “OpenMotor: A Web-Based Solid Rocket Motor Simulator,” 2023. Consultado: [Fecha de acceso]. Disponible: https://openmotor.sourceforge.io/
- A. C. McBride, S. R. Grantham, and B. H. T. O. “PROPEP: A Program to Calculate Propellant Performance,” 1995. Consultado: [Fecha de acceso]. Disponible: http://www.propep.com/
- MatWeb LLC. “MatWeb – Material Property Data,” 2024. Consultado: [Fecha de acceso]. Disponible: http://www.matweb.com/
- ASM Aerospace Specification Metals Inc. “Aerospace Materials Standards,” 2024. Consultado: [Fecha de acceso]. Disponible: https://www.aerospacemetals.com/
- Solid Rocket Motor (SRM) Simulation Software. “SRM: Solid Rocket Motor Design and Simulation Tool,” 2022. Consultado: [Fecha de acceso]. Disponible: https://www.srm-software.com/
Apéndice A
Apéndice de Sistemas de Peso, Medidas y Datos de Rendimiento
Enlace a documentación complementaria:
Apéndice B
Apéndice de Reportes de Pruebas del Proyecto
Enlace a documentaciones adicionales:
https://drive.google.com/drive/folders/1yeYdNDJYDaOhTkAIcjXHAV3r8YOKOThs?usp=drive_link
Apéndice C
Apéndices del Análisis de Toxicidad
Enlace a documentación adicional:
https://drive.google.com/drive/folders/1Ul2SwG-Qj9QWsylGKZ8ZM697PK6oND_C?usp=drive_link
Apéndice D
Apéndice de Reportes de Pruebas del Proyecto
Enlace a documentación complementaria:
https://drive.google.com/file/d/1bKyx5UZ90M0SYxsduLhbwnGnCLu2Rj9H/view?usp=drive_link
Apéndice E
Apéndice de Listas de Comprobación de Montaje, Prevuelo y Lanzamiento
Enlace a lista GO-NOGO
https://drive.google.com/drive/folders/1-5uG3ycLBE0FAE5M3Dr9tf-RY-UBgs59?usp=drive_link
Apéndice F
Apéndice de Dibujos de Ingeniería
Enlace a evidencia fotográfica:
https://drive.google.com/drive/folders/1yP5ycWkGLjBAeF4k2oEWGM8t6PXdg3Ts?usp=drive_link
Enlace a evidencia de planos:
https://drive.google.com/drive/folders/1nL2HdzzIsGvxQwSETbpe_l3y0s6POBQJ?usp=drive_link
Apéndice G
Autores adjuntos al documento.
- Santiago Rosado Gonzalez (0263531@up.edu.mx)
- Lorenza Meza Santos (0261319@up.edu.mx)
- Samantha Reyes Cerón (0256282@up.edu.mx)
- Gabriel Alejandro Cordero Valle (0261490@up.edu.mx)
- Juan Pablo Castañeda Alarcón (0250961@up.edu.mx)
- Alicia Jimenez Plaza (0257519@up.edu.mx)
- Itzel Naomy Gutierrez Barragán (0258540@up.edu.mx)
- Andrea Ximena Vargas Torres (0265782@up.edu.mx)
- Juan Pablo Meade Corona (0249819@up.edu.mx)
Apéndice H
Concepto de Operaciones de Misión (CONOPS):
https://drive.google.com/drive/folders/1xPUittMc-dLO99iOhX4Kha0eQv2pyie8?usp=drive_link